

Seal Selection Guide:
At first glance, there are almost as many seal designs as there are applications. In practice there are only a few principles to apply to any application design and thereafter the constraints of material choice, production technique and acceptable cost designate a suitable type of seal. Refinements to various aspects of seal geometry, material properties and housing designs can however have a significant effect on the performance and capability of the seal.
Claron as a manufacturer of hydraulic pressure seals in a huge variety of designs and materials ensure that the products offered are based upon the sound knowledge of performance and suitability for any given application, rather than upon the limitations of availability.
Whatever the demand and complexity of the required sealing system every seal has the same basic function, to prevent or minimise leakage between the two parts.
When selecting a seal a series of requirements are made by those using seals and these should be given consideration before final selection is made.
- Environmental Serviceability
- Simple Installation
- Operational Reliability
- Tolerance to the sealing media
- Frictional requirements
- Ability to function within a temperature range
- Good sealing at high and low pressures
- Resistance to extrusion between mating parts
Consideration and evaluation of these demands within the seals operating conditions is important as are the influencing factors of pressure, temperature, speed, and surface finish.
Influencing Factos, Effect of pressure:
between toleranced machined parts at the non pressure side of the seal. When the gap is too large the heel of the seal will show “nibbling” and result in premature seal failure. This extrusion will increase if the seal is in a condition of side loading. To minimise extrusion whilst maintaining reasonable machining tolerances seals fitted with anti-extrusion wear rings should be selected. The use of bearing rings will also reduce potential maximum extrusion gaps. Permissible extrusion gaps / pressure graphs are shown for all piston and rod seals within this catalogue.
Effect of temprature:
The operating temperature of the sealing media affects the choice of sealing materials. Normal operating temperatures are usually between 80°C and sometimes 100°C. The optimum functional temperature for seals and oil stability is between 40°C and 50°C. At low temperatures the seal material will stiffen and may become brittle although it will relax as the temperature rises. With high temperatures the seal material will become more elastic and lose compression set. The higher temperatures will also reduce the viscosity of the oil resulting in accelerated wear of the seals. For PTFE seals the effect of temperature will be based on the seals energiser.
Effect of velocity:
Seals ride on a film of lubricant between the seal lip and moving surface. The fluid is drawn under by movement and is known as hydrodynamic drag. Friction will depend upon the thickness of this lubricating film which will be squeezed to its minimum thickness when there is no movement, and creates stiction. Frictional force begins to decrease with an increase in velocity as more lubricating fluid is then drawn between the seal and moving surface. There is a point reached with increasing velocity that the frictional force again rises and the seal will begin to wear. PTFE seals have an extremely low coefficient of friction when moving on other surfaces and may be a possible exception to this rule.
Effect of surface Finish:
The operating life of a seal is greatly influenced by the considerations of the dynamic surface and the method used to produce this surface texture. For instance honing and roller burnishing may give the same surface finish value but the surface profile would differ. The aim of all types of surface finish is to provide a surface which causes the minimum wear to the seal. Rod seals because of their position in the sealing system are prone to contaminants entering from the atmosphere and therefore rods should have a surface resistance to corrosion and similar to the best hard chrome. The static surfaces of the seal housing are important as the sealing media may pass over the seal if not within the recommended surface finish. Figure 2 shows a diagrammatic representation of average roughness value Ra.
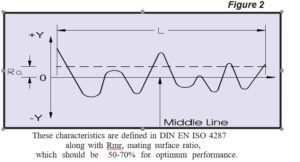
The average roughness Ra (CLA an abbreviation of centre line average height) is the arithmetic and geometric average value of the profile variation in Y direction from the middle line within the reference length L
The optimum values of surface roughness for various seal types is summarised below:-
PTFE Seals optimum Ra : 0.1 – 0.25 µm
Above 0.3µm :Effect dependant upon Rsk (skewness)
Rsk -1: Higher leakage, little wear
Rsk < -1: High friction and wear
Below 0.1µm : Friction and wear increases
Rubber Seals Dynamic optimum Ra : 0.1 – 0.25 µm upto 0.4 µm : Slight increase in wear
above 0.4 µm : Wear leakage and friction increase
below 0.05 µm : High friction and wear
Rubber Seals Static optimum Ra :< 0.8 µm
Polyurethane Seals optimum Ra: <0.25 µm above 0.3 µm : Expect high wear and leakage
Axial scores : Do not effect seal performance if less than
0.05 µm in depth
Effect of contamination:
Contamination within the system can occur due to inadequate cleaning of parts before assembly or/and due to operational debris from the seal and bearings. With levels of contamination more intensive around the seal area than in the system generally. The effect of contamination is that of seal wear and damage usually in the form of axial scores. The extent of probability of leakage will depend upon seal materials with PTFE being more prone to leakage when scored. Containments may also lodge under the sealing lip allowing a leak path.
Bearing materials used in conjunction with seals may also effect oil contamination due to wear debris with metal bearings producing an increase in leakage probability although reducing the surface roughness slightly when used with rods.
Effect of vapour:
Hydraulic fluids contain molecules of air which is liberated by agitation. Air bubbles then occur and an oil vapour collects usually at the highest point in the system.
Compression of this mixture will result in a temperature rise causing compression ignition. This process is repeatable and is known as Diesel effect destroying the seal if repeated frequently. The sealing arrangement may be protected with the use of Phenolic or phosphor bronze rings strategically housed. Sometimes air bubbles will be forced over the seal face expanding as they move to the low pressure side of the seal manifesting itself as axial grooves and resulting in subsequent seal failure.
Why choose P.T.F.E Composite Seals?
Composite Seals were originally designed for low- friction or high-temperature applications. The development of PTFE and PTFE Compounds in particular, with these capabilities, has greatly extended the useful range of these seals far beyond that of conventional Rubber / Elastomer based Lip-seals.
Designs based upon an understanding of lip-geometry and use of the latest developments in material technology have allowed Composite Seals to become acceptable in the normal sphere of operation of Lip-seals, not just in the extremes of duty for which they were originally intended.
Speed & friction:
The optimum speed range for conventional Lip-seals
is 0.1 – 0.5 m/sec. and whilst speeds of up to 4 m/sec. can be accommodated this, is only at the expense of
performance and life. Below 0.1 m/sec. and above 0.5 m/sec the friction values rise sharply due to the breakdown of the lubricant film, causing friction and a build-up of heat. At temperatures above 50°C this additional heat can also adversely affect the sealing material, causing swell, hardness and mechanical property changes, with a resultant loss of performance.
Low-Friction seals are obviously desirable at these extremes of speed or even through the optimum working range of
Lip-seals when other factors are taken into account.
Frictional Heat:
The Frictional Heat developed per second within sliding contact is :-
Pf = f.p.v.A(Watt)
Where:-
f = coefficient of friction v = speed (m/sec.)
p = load (N/mm²)
A = dynamic contact area (mm²)
Frictional Loss:
Typical examples of the frictional loss of a Hydraulic Cylinder at various pressures is as follows :-
100mm Ø Piston (fitted with DPW style seal), 60 mm
Ø Rod, 0.1 m/sec. speed
Within the range 50 – 200 bar the loss attributable to the DPW seal is fairly constant at around 0.8% of the theoretical pulling power of the cylinder. The loss attributable to the rod seals is as follows :-
Rod seal Pressure Frictional Loss
Style CPI 200 bar 180 Kg
150 bar 120 Kg
50 bar 75 Kg
Style CPU 200 bar 280 Kg
Style CS6 200 bar 130 Kg
Style Frictional Loss
CPI 1%
CPU 2%
CS6 0.5%
From this example it can be seen that the CS6 Style Composite Seals have distinct advantages over conventional lip seals in terms of frictional loss.
Fluid Transport
It must be emphasised that Composite Seals do not give as dry a rod as conventional Lip-Seals operating within their optimum conditions.
The fitting of two single-acting Composite Seals in tandem or the use of a double-acting wiper seal Style 941 will significantly contribute towards ultimate performance.
From a practical point of view an absolutely dry rod cannot be achieved without an increase in friction causing a considerable reduction in seal life. For any seal type, oil transport is essential but also variable dependant upon the velocity, viscosity of the oil and the surface finish of the contact surfaces.
Careful seal design, particularly in relation to the contact area profile, optimises the amount of oil that is transported back to the pressure side on the return stroke.
Surface finish:
Surface finish is an influencing factor on the performance of a seal. For Composite Seals, Cylinder bores and Rods should have a surface finish between 0.1 – 0.4µm Ra.
Within the housing, static sealing surfaces should have a finish better than 0.8µm Ra.
Even after prolonged use, Bronze Filled PTFE will not have any significant effect on surface finish values.
Carbon and Glass filled PTFE are more abrasive and will slightly reduce the surface roughness.
Surface finish can be affected by the use of hard bearing materials such as Meehanite, Phosphor- Bronze or Polyester-Fabric.
It is generally recommended that PTFE Bearing Tape should be used with Composite Seals.
The optimum values of surface roughness for various seal types is shown in the previous section.
Bearing Material:
P.T.F.E. Bearing Tape is specifically designed for use with
P.T.F.E. Composite Seals. The nature of P.T.F.E. allows for a manufactured size giving a tighter fit than ‘harder’ materials such as Phosphor-Bronze, Meehanite or Polyester Fabric. This reduction in radial clearance gives a marginal improvement to the pressure capability of the seal but, more importantly, protects the seal from contaminant particles within the system. A combination of the design of the bearing and the characteristics of P.T.F.E. allow the particles to become embedded in the P.T.F.E. on the non-working face, thus also protecting the steel counterface from scoring.
During use, bearing materials wear, causing debris and contamination of the fluid. Extensive tests have shown that particulate contamination >15µm within the fluid, increases with the use of Phosphor-Bronze or Meehanite, and tends to decrease with the use of P.T.F.E. The harder debris created by these bearings also has a greater effect upon seal performance. Particulate contamination in the fluid surrounding the seal can be over 100 times that in the main system due to the bearing preventing flushing of the seal space. Increased contamination in this area will increase the probability of a large enough particle gaining access to the seal interface, causing damage and leakage.
Beoordelingen
Er zijn nog geen beoordelingen.